THÉP TẤM CÁN NÓNG
1.1. Tiêu chuẩn này áp dụng cho phép tấm kết cấu cán nóng với các mác thép và loại thép ghi trong bảng 1 và bảng 2, thường không dùng các nguyên tố hợp kim vi lượng. Sản phẩm dùng để chế tạo các kết cấu có cơ tính đặc biệt. Thường chúng được dùng ở trạng thái cung cấp và để chế tạo các kết cấu nối ghép hàn, đinh tán hay bu lông. Sản phẩm được sản xuất trên máy cán băng rộng, mà không phải trên máy cán tấm.
1.2. Thông thường sản phẩm này với chiều dày từ 1,6 mm đến 6 mm và chiều rộng từ 600 mm trở lên được sản xuất ở dạng cuộn hoặc tấm.
1.3. Thép tấm cán nóng có chiều rộng nhỏ hơn 600 mm có thể được cắt dọc từ tấm rộng cũng được coi là thép tấm.
Chú thích 1 - Thép tấm có chiều dày nhỏ hơn 3 mm thường được gọi là “thép tấm mỏng” hoặc “thép lá” (tiếng Anh gọi là sheet). Thép tấm có chiều dày từ 3 mm trở lên thường gọi là “thép tấm dày” (tiếng Anh là sheet hoặc plate).
1.4. Tiêu chuẩn này không áp dụng cho các loại thép dùng để chế tạo nồi hơi, bình chịu áp lực, các loại thép chất lượng thương mại để dập sâu (được nêu trong ISO 3573) các loại thép để tiếp tục cán nguội hoặc các loại thép bền ăn mòn khí quyển cao.
2. Tiêu chuẩn trích dẫn
ISO 6892 : 1984 Vật liệu kim loại - Thử kéo
ISO 7438 : 1985 Vật liệu kim loại - Thử uốn
3. Định nghĩa
Trong tiêu chuẩn này sử dụng các định nghĩa sau đây:
3.1. Nguyên tố hợp kim vi lượng: Các nguyên tố như niobi, vanadi, titan… được đưa vào riêng biệt hay kết hợp để nâng cao độ bền, với tính tạo hình, tính hàn tốt hơn và có độ dai tương đương với thép không hợp kim có độ bền tương đương.
3.2. Thép tấm cán nóng: Sản phẩm nhận được bằng cách cán nóng phôi thép qua máy cán tấm rộng dạng liên tục hay dạng đảo chiều đến một chiều dày yêu cầu. Bề mặt sản phẩm được phủ một lớp oxit hay vẩy cán do cán nóng tạo ra.
3.3. Thép tấm cán nóng được làm sạch: Thép tấm cán nóng đã được làm sạch màng oxit hay vẩy cán bằng cách tẩy rửa trong dung dịch axit. Làm sạch cũng có thể được tiến hành bằng phương pháp cơ học như phun bi. Các tính chất có thể bị thay đổi chút ít do làm sạch.
Thông thường thép tấm cán nóng đã làm sạch được phủ một lớp dầu để chống gỉ, nhưng nếu có yêu cầu thì cũng có thể không phải phủ dầu. Dầu không phải dùng để bôi trơn và phải dễ làm sạch bằng các hóa chất tẩy rửa. Khi được yêu cầu thì người sản xuất phải chỉ cho người mua biết loại dầu nào đã được dùng.
3.4. Mép cán: Mép ngoài nhận được khi cán nóng. Các mép cán có thể có những chỗ mép bị nứt, mép bị xé, hay mép bị lẹm mỏng.
3.5. Mép xén: Mép nhận được bằng cách cắt, xẻ hay xén mép cán của sản phẩm cán.
4. Điều kiện sản xuất
4.1. Luyện thép
Các công nghệ được dùng trong luyện thép và sản xuất thép tấm kết cấu cán nóng do người sản xuất lựa chọn trừ khi có sự thỏa thuận riêng giữa các bên liên quan. Nếu được yêu cầu thì người sản xuất phải thông báo với người mua về công nghệ luyện thép đã được sử dụng.
4.2. Thành phần hóa học
Thành phần hóa học (phân tích mẫu đúc) phải phù hợp với các quy định trong bảng 1.
Bảng 1 - Thành phần hóa học (phân tích mẫu đúc), %
|
Mác |
Loại1)2) |
Phương pháp khử oxy3)4) |
C max |
Mn max |
Si |
P max |
S max |
|
HR 235 |
B D |
E hoặc NE CS |
0,18 0,17 |
1,20 1,20 |
Không qui định Không qui định |
0,035 0,035 |
0,035 0,035 |
|
HR 275 |
B D |
E hoặc NE CS |
0,21 0,20 |
1,20 1,20 |
Không qui định Không qui định |
0,035 0,035 |
0,035 0,035 |
|
HR 355 |
B D |
NE CS |
0,21 0,20 |
1,60 |
0,55 |
0,035 0,035 |
0,035 0,035 |
|
Chú thích 1) Thép loại B dùng cho các kết cấu hàn hoặc các bộ phận kết cấu trong các điều kiện tải trọng bình thường. 2) Thép loại D được dùng cho các kết cấu hàn hoặc bộ phận kết cấu chịu tải trọng cần có ích chống phá hủy dòn cao. 3) E = Thép sôi NE = Thép không sôi CS = Thép lặng đặc biệt 4) Hàm lượng nitơ được khống chế, thường không được vượt quá 0,009% đối với thép sôi và thép không sôi hay 0,015% đối với thép lặng đặc biệt. |
|||||||
4.3. Phân tích hóa học
4.3.1. Phân tích mẫu đúc
Mỗi mẻ thép người sản xuất phải tiến hành phân tích mẫu đúc để xác định hàm lượng của các bon, mangan, phốt pho và lưu huỳnh. Khi đặt hàng, nếu có yêu cầu thì phải thông báo kết quả phân tích này cho người mua hay người đại diện của họ biết.
4.3.2. Phân tích kiểm tra xác nhận
Người mua có thể tiến hành phân tích kiểm tra để xác nhận kết quả phân tích đã được ghi của bán thành phẩm hay thành phẩm và sẽ xem xét bất cứ sự không bình thường nào. Các thép không lặng (như thép sôi hay thép nửa lặng) không cần phải phân tích kiểm tra. Đối với các thép lặng thì phương pháp lấy mẫu và giới hạn sai lệch phải được thỏa thuận giữa người sản xuất và người mua.
4.4. Tính hàn
Các sản phẩm này là thích hợp để hàn nếu chọn các phương pháp hàn phù hợp. Đối với thép chưa được làm sạch bề mặt thì phải làm sạch vẩy cán hay màng oxit tùy theo phương pháp hàn. Do hàm lượng các bon vượt quá 0,15% nên hàn điểm trở nên khó khăn hơn.
4.5. Áp dụng
Để thuận tiện cho việc sử dụng thép tấm cán nóng được phân biệt theo tên của chi tiết hoặc theo lĩnh vực dự định sử dụng nó phù hợp với mác và loại thép được qui định.
4.6. Tính chất cơ học
Khi thép xuất xưởng thì các tính chất cơ học phải đạt như qui định trong bảng 2, khi chúng được xác định trên các mẫu thử nhận được theo các qui định của điều 7.
Bảng 2 - Tính chất cơ học
|
Mác1) |
RELmin2) N/mm2 |
Rmmin (chỉ để tham khảo) N/mm2 |
A min, %3) |
Đường kính lõi uốn 1800 4) |
||||
|
e<3 |
3≤e≤6 |
|||||||
|
ReH |
ReL |
L0=50 mm |
L0=80 mm |
L0=5,65 |
L0=50 mm |
|||
|
HR 235 |
235 |
215 |
330 |
20 |
18 |
23 |
22 |
2a |
|
HR 275 |
275 |
255 |
370 |
17 |
15 |
20 |
18 |
3a |
|
HR 355 |
355 |
335 |
450 |
15 |
13 |
19 |
16 |
3a |
|
ReH = giới hạn chảy trên ReL = giới hạn chảy dưới Rm = độ bền kéo A = độ giãn dài L0 = chiều dài mẫu thử S0 = Diện tích mặt cắt ngang ban đầu a = chiều dày của mẫu thử uốn e = chiều dày của thép tấm, mm 1 N/mm2 = 1 MPa |
||||||||
|
1) Trước đây ký hiệu là mác Fe 37, Fe 44 và Fe 55. 2) Cả ReH và ReL đều phải đo và chúng phải thỏa mãn yêu cầu tối thiểu. Giới hạn chảy có thể được đo bằng giới hạn chảy với độ giãn dài 0,5% (giới hạn chảy dưới tải trọng) hay 0,2% khi hiện tượng chảy không xuất hiện. 3) Đối với chiều dày nhỏ hơn (đến) 3 mm thì dùng Lo = 50 mm hay Lo = 80 mm. Đối với chiều dày từ 3 mm đến 6 mm thì dùng Lo = 5,65 hay Lo = 50 mm. Trong trường hợp chưa thống nhất thì các kết quả nhận được trên một mẫu tỷ lệ chỉ có giá trị đối với vật liệu cho chiều dày từ 3 mm trở lên. 4) Phép thử uốn chỉ được tiến hành khi được qui định (xem điều 7.2). Đường kính gối (lõi) uốn trong bảng 2 là đối với các mẫu thử được chuẩn bị cho phép thử ở phòng thí nghiệm. Các điều kiện trong khi chế tạo có thể khắc nghiệt hơn và có thể không giống với các điều kiện khi thử trong phòng thí nghiệm. |
||||||||
4.7. Điều kiện bề mặt
Màng oxit hay vẩy cán trên bề mặt thép tấm cán nóng làm thay đổi chiều dày, độ dính bám và màu sắc của thép. Làm sạch màng oxit hay vẩy cán bằng tẩy rửa hay phun bi có thể làm lộ ra những khuyết tật bề mặt không nhìn thấy ở trước công đoạn này.
5. Dung sai kích thước
Dung sai kích thước áp dụng cho phép tấm cán nóng dùng làm kết cấu được nêu trong bảng 3 đến bảng 10.
6. Lấy mẫu
6.1. Thử kéo
Mỗi lô thép xuất xưởng phải lấy một mẫu đại diện để thử kéo theo qui định trong bảng 2. Một lô thép bao gồm 50 tấn hay ít hơn cùng mác được cán đến cùng một chiều dày và trong điều kiện như nhau.
6.2. Thử uốn (khi có qui định)
Mỗi lô thép tấm xuất xưởng phải lấy một mẫu đại diện để thử uốn. Một lô thép tấm bao gồm tất cả các tấm thép cùng mác và loại được cán đến cùng một chiều dày và trong điều kiện như nhau.
7. Thử cơ tính
7.1. Thử kéo
Thử kéo được thực hiện theo ISO 6892. Các mẫu thử ngang phải được lấy ở khoảng giữa đường tâm và mép của tấm thép được cán.
7.2. Thử uốn (khi được qui định)
Mẫu thử uốn ngang sẽ được uốn 1 góc 180o theo hướng như được nêu trên hình 1, xung quanh một lõi uốn được nêu trong bảng 2, không được có vết nứt ở mặt ngoài của phần bị uốn. Thử uốn phải được thực hiện ở nhiệt độ thường và như được qui định trong ISO 7438.
Chấp nhận các vết nứt nhỏ ở mép của mẫu thử và các vết nứt phải phóng đại mới nhìn thấy.
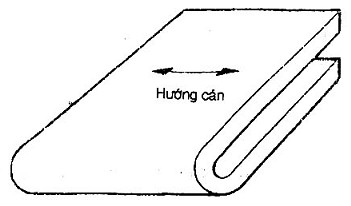
Hình 1 - Mẫu thử uốn ngang (sau khi uốn)
8. Thử lại
8.1. Gia công mẫu và khuyết tật
Nếu bất kỳ mẫu thử nào bị gia công sai hoặc có khuyết tật thì phải loại bỏ và được thay thế bằng mẫu khác.
8.2. Độ giãn dài
Nếu độ giãn dài của bất kỳ mẫu thử nào nhỏ hơn giá trị qui định trong bảng 2 và nếu một phần nào đó của vết gẫy nằm ngoài nửa giữa của chiều dài mẫu thử như đã được đánh dấu trước khi thử thì phép thử phải bị loại bỏ và phải tiến hành thử lại.
8.3. Thử bổ sung
Nếu một phép thử không cho kết quả như đã qui định thì phải tiến hành thử nghiệm hai lần lấy mẫu ngẫu nhiên trong cùng một lô. Cả hai phép thử lại phải đảm bảo các yêu cầu của tiêu chuẩn này. Nếu không thì lô hàng phải bị loại bỏ.
9. Xin chấp nhận lại
9.1. Người sản xuất có thể xin chấp nhận lại các sản phẩm đã bị loại trong lần kiểm tra trước do không đạt các yêu cầu sau khi đã tiến hành xử lý thích hợp (chọn lại, nhiệt luyện) và phải thông báo cho người mua nếu được yêu cầu.
Trong trường hợp này các phép thử phải được tiến hành như đối với một lô mới.
9.2. Người sản xuất có quyền đưa các sản phẩm bị loại đi kiểm tra tiếp để xác định khả năng phù hợp với các yêu cầu của mác thép khác hay loại thép khác.
10. Chất lượng bề mặt
Chất lượng bề mặt là bề mặt thường có ở sản phẩm cán nóng hay sản phẩm cán nóng được làm sạch.
Thép tấm cắt theo chiều dài không được có phân lớp, vết nứt bề mặt và các khuyết tật khác có hại cho quá trình gia công tiếp theo.
Đối với sản phẩm xuất xưởng ở dạng cuộn, người sản xuất không nhất thiết phải loại bỏ các phần khuyết tật vì chúng có thể được loại bỏ khi cắt sản phẩm.
11. Kiểm tra và chấp nhận
11.1. Thông thường không yêu cầu đối với sản phẩm thuộc tiêu chuẩn này, nhưng nếu người mua yêu cầu phải kiểm tra và thử để chấp nhận trước khi xuất xưởng thì người sản xuất phải cung cấp cho nhân viên kiểm tra của người mua tất cả các phương tiện cần thiết để xác định rằng thép được hoàn thiện phù hợp với tiêu chuẩn này.
11.2. Thép được thông báo là có khuyết tật sau khi đến nơi nhận hàng phải được để riêng cho dễ xác định và được bảo quản phù hợp. Người sản xuất phải ghi chú trong đơn hàng về việc thẩm tra lại.
12. Kích thước cuộn
Khi thép tấm cán nóng được đặt hàng ở dạng cuộn thì đường kính trong nhỏ nhất hay khoảng đường kính trong chấp nhận được phải được qui định. Hơn nữa, đường kính ngoài lớn nhất và khối lượng lớn nhất có thể chấp nhận được cũng phải được qui định.
13. Ghi nhãn
Trừ khi có yêu cầu khác, các yêu cầu tối thiểu sau đây để xác định chất lượng thép phải được in rõ ràng trên đỉnh của mỗi lô hay được chỉ ra trên tấm nhãn được đính vào mỗi cuộn hay mỗi lò xuất xưởng.
a) Tên người sản xuất hay nhãn hiệu;
b) Số hiệu của tiêu chuẩn này;
c) Tên mác hay loại thép;
d) Số của đơn hàng;
e) Kích thước sản phẩm;
f) Số của lô hàng;
g) Khối lượng;
14. Các thông tin người mua phải cung cấp
Để xác định các yêu cầu phù hợp với tiêu chuẩn này, các yêu cầu và đơn hàng phải bao gồm các thông tin sau đây:
a) Số hiệu của tiêu chuẩn này;
b) Tên chất lượng, mác và loại của vật liệu (ví dụ, thép tấm cán nóng để chế tạo kết cấu, mác HR 235 loại D);
c) Kích thước sản phẩm và số lượng yêu cầu;
d) Ứng dụng (tên của bộ phận) nếu có thể (xem 4.5);
e) Có yêu cầu tẩy rửa hay làm sạch bề mặt bảng phun hạt (kim loại) hoặc phun bi hay không (vật liệu phải được phủ dầu trừ khi được đặt hàng không phủ dầu) (xem 3.3);
f) Kiểu mép (xem 3.4 và 3.5);
g) Yêu cầu về cách xén đầu;
h) Báo cáo về các tính chất cơ học và / hoặc phân tích mẫu đúc nếu yêu cầu (xem 4.6 và 4.3.1);
i) Giới hạn về khối lượng và kích thước của từng cuộn và bó tùy theo áp dụng loại nào (xem điều 12);
j) Kiểm tra và thử để chấp nhận trước khi xuất xưởng, nếu được yêu cầu (xem 11.1).
Chú thích 2 - Ví dụ về một đơn hàng tiêu biểu như sau:
TCVN 6522:1999 thép tấm kết cấu cán nóng, mác HR 235 loại D, 1x1200x2460 mm, 40.000 kg, để chế tạo chi tiết số 2345, chồng được che phủ bằng mái, mép ở trạng thái cán, kèm theo báo cáo về các tính chất cơ học, khối lượng tối đa một bó là 4000 kg.
Bảng 3 - Dung sai chiều dày đối với thép cuộn và thép cắt tấm
Giá trị tính bằng milimét
|
Mác |
Chiều rộng được qui định |
Dung sai chiều dày 1), trên và dưới, đối với chiều dày được qui định |
|||||
|
Từ 1,6 đến 2,0 |
Lớn hơn 2,0 đến 2,5 |
Lớn hơn 2,5 đến 3,0 |
Lớn hơn 3,0 đến 4,0 |
Lớn hơn 4,0 đến 5,0 |
Lớn hơn 5,0 đến 6,0 |
||
|
HR 235 và HR 275 (kể cả thép được làm sạch bề mặt) |
từ 600 đến 1200 |
0,17 |
0,18 |
0,20 |
0,22 |
0,24 |
0,26 |
|
lớn hơn 1200 đến 1500 |
0,19 |
0,21 |
0,22 |
0,24 |
0,26 |
0,28 |
|
|
lớn hơn 1500 đến 1800 |
0,21 |
0,23 |
0,24 |
0,26 |
0,28 |
0,29 |
|
|
lớn hơn 1800 |
_ |
0,25 |
0,26 |
0,27 |
0,29 |
0,31 |
|
|
H 355 (kể cả thép được làm sạch bề mặt) |
từ 600 đến 1200 |
0,19 |
0,20 |
0,22 |
0,24 |
0,26 |
0,29 |
|
lớn hơn 1200 đến 1500 |
0,21 |
0,23 |
0,24 |
0,26 |
0,29 |
0,31 |
|
|
lớn hơn 1500 đến 1800 |
0,23 |
0,25 |
0,26 |
0,29 |
0,31 |
0,32 |
|
|
lớn hơn 1800 |
_ |
0,27 |
0,29 |
0,30 |
0,32 |
0,34 |
|
|
Các giá trị được qui định không áp dụng đối với các đầu chưa cắt với chiều dài l của một cuộn có mép ở trạng thái cán (chưa xén). Chiều dài l có thể tính bằng công thức. l tính bằng mét = 90/chiều dày tính bằng milimét |
|||||||
|
1) Chiều dày được đo ở một điểm bất kỳ trên tấm cách mép ngoài không nhỏ hơn 40 mm đối với thép chưa cắt và 25 mm đối với thép đã được cắt bavia. |
|||||||
Bảng 4 - Dung sai chiều rộng đối với thép tấm cuộn và thép cắt thành tấm (kể cả thép được làm sạch bề mặt), có mép (ở trạng thái cán) chưa xén
Giá trị tính bằng milimét
|
Chiều rộng qui định |
Dung sai1) |
|
Đến 1200
Lớn hơn 1200 đến 1500
Lớn hơn 1500 đến 1800
Lớn hơn 1800 |
+ 30 0 +35 0 +40 0 +50 0 |
|
1) Các giá trị được qui định không áp dụng đối với các đầu chưa cắt với chiều dài l của một cuộn có mép ở trạng thái cán. Chiều dài l có thể tính bằng công thức. l tính bằng mét = 90/chiều dày tính bằng milimét trừ khi kết quả không lớn hơn 30 m. |
|
Bảng 5 - Dung sai chiều rộng đối với thép cuộn và thép cắt thành tấm (kể cả thép được làm sạch bề mặt), đã được cắt bavia, chưa được làm vuông
Giá trị tính bằng milimét
|
Chiều dài qui định |
Dung sai |
|
Đến 1200
Lớn hơn 1200 đến 1500
Lớn hơn 1500 |
+6 0 +8 0 +10 0 |
Bảng 6 - Dung sai chiều dài đối với thép (cắt thành) tấm (kể cả thép được làm sạch bề mặt), chưa được làm vuông
Giá trị tính bằng milimét
|
Chiều dài qui định |
Dung sai |
|
Đến 3000
Lớn hơn 3000 đến 6000
Lớn hơn 6000 |
+20 0 +30 0 % chiều dài |
Bảng 7 - Dung sai độ cong của thép cuộn và thép (cắt thành) tấm (kể cả thép được làm sạch bề mặt), chưa được làm vuông
|
Dạng |
Dung sai độ cong |
|
Thép cuộn Thép cắt thành tấm |
25 mm cho mỗi khoảng chiều dài 5000 mm bất kỳ 0,5% x chiều dài |
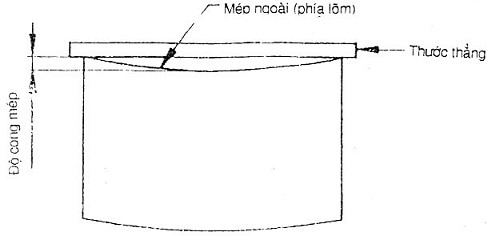
Độ cong là độ sai lệch lớn nhất của mép ngoài so với một đường thẳng, phép đo được tiến hành trên phía lõm bằng một thước thẳng.
Hình 2 - Đo độ cong
Bảng 8 - Dung sai độ vuông góc của thép cắt thành tấm (kể cả thép được làm sạch bề mặt), chưa được làm vuông
|
Kích thước |
Dung sai độ vuông |
|
Tất cả chiều dày và kích thước |
1% x chiều rộng |
Bảng 9 - Dung sai độ vuông góc đối với thép đã được làm vuông (kể cả thép được làm sạch bề mặt)
Giá trị tính bằng milimet
|
Chiều dài qui định |
Chiều rộng qui định |
Dung sai độ vuông |
|
Chiều dày đến 6 mm |
||
|
Đến 3000 |
Đến 1200 |
|
|
Lớn hơn 1200 |
|
|
|
Lớn hơn 3000 |
Tất cả chiều rộng |
|
|
Chú thích bảng 9 a) Xem hình 3 2) Khi đo vật liệu để xác định dung sai độ vuông cần chú ý đến sự giãn nở do nhiệt độ. |
||
.jpg)
Độ vuông góc là sai lệch lớn nhất của mép cuối so với đường thẳng vuông góc với mép kia và tiếp xúc với một đỉnh, phép đo được tiến hành như trên hình 3. Nó cũng có thể được đo bằng nửa sai lệch giữa các đường chéo của tấm thép.
Hình 3 - Đo độ vuông góc
Bảng 10 - Dung sai độ phẳng tiêu chuẩn đối với thép tấm mác HR 235 và HR 275 (kể cả thép đã được làm sạch bề mặt)
Giá trị tính bằng milimét
|
Chiều dài qui định |
Chiều rộng qui định |
Dung sai độ vuông |
|
Đến 2 |
Đến 1200 Lớn hơn 1200 đến 1500 Lớn hơn 1500 |
29 38 45 |
|
Lớn hơn 2 |
Đến 1200 Lớn hơn 1200 đến 1500 Lớn hơn 1500 |
23 30 38 |
|
Dung sai này chỉ áp dụng cho thép tấm có chiều dài đến 5000 mm. Dung sai đối với thép tấm có chiều dài vượt quá 5000 mm phải được thỏa thuận. Bảng này cũng áp dụng cho thép cắt thành tấm do người mua cắt từ cuộn khi thực hiện các qui trình làm phẳng thích hợp. Đối với mác HR 355 thì dung sai độ phẳng tăng 25%. |
||
|
1) Độ sai lệch lớn nhất so với mặt phẳng nằm ngang. Đối với tấm nằm do bản thân trọng lượng của nó trên một mặt phẳng thì khoảng cách lớn nhất giữa bề mặt thấp nhất của tấm và mặt phẳng nằm ngang là sai lệch lớn nhất của độ phẳng (xem hình 4). |
||
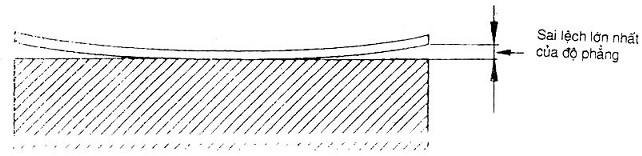
Hình 4 - Đo độ phẳng
Tác giả bài viết: Longnd
Nguồn tin: Longnd






-

Công ty Đông Hưng thi công vượt tiến độ cầu Bản Qua - Lào Cai
17/08/2022Công ty CP đầu tư phát triển Đông Hưng thi công vượt tiến độ cầu Bản Qua - Lào Cai, nhanh nhất toàn dự án - được tuyên dương trên truyền hình Lào Cai.
-

Những cây cầu mong đợi - Đông Hưng đơn vị thi công Pa Tần 3 - Nậm Sảo
11/12/2020(BLC) - Là địa phương có địa hình phức tạp, nhiều sông suối, việc đi lại của Nhân dân xã Pa Tần (huyện Sìn Hồ) rất vất vả, đặc biệt là vào mùa mưa lũ....
-

Giá thép xây dựng hôm nay 10/12: Thép thanh tăng mạnh, vượt ngưỡng 4.000 nhân dân tệ/tấn
11/12/2020Giá thép hôm nay tăng lên mức 4.052 nhân dân tệ/tấn trên Sàn giao dịch Thượng Hải. Tại Ấn Độ, sự gia tăng số lượng các đơn vị thép thứ cấp đang...
-

Bệnh Viện Đa khoa Tỉnh Lạng Sơn
Được xây dựng trên diện tích 25 ha của thôn Phai Trần ( Thành phố Lạng Sơn) và một phần thuộc xã Hợp Thành ( Cao Lộc).
-

Dự án Cầu Linh Cảm Hà Tĩnh
Cầu Linh Cảm được xây dựng bằng BTCT và BTCT DƯL vĩnh cửu, có chiều dài 370m bắc qua sông La nằm trên QL15A tại địa phận Huyện Đức Thọ - tỉnh Hà Tĩnh.
-

Công trình thuỷ điện Sơn La
Dự án Thủy điện Sơn La với công suất lắp đặt 2.400 MW (gồm 6 tổ máy, mỗi tổ máy 400MW) là bậc thang thứ 2 nằm trên sông Đà (sau thủy điện Lai Châu và...
-

Dự án chung cư 125 Hoàng Ngân
Tổ hợp Hoàng Ngân Plaza tọa lạc tại số 125 Phố Hoàng Ngân, phường Trung Hòa, quận Thanh Xuân, thành phố Hà Nội. được thiết kế hài hòa là sự kết hợp...
-

Khu biệt thự cao cấp Tây Đô Villas
Tây đô Villas nằm trong khuôn viên của khu đô thị Dương Nội có tổng diện tích là 109.9ha, trong đó tổng diện tích của khuôn viên 1959 căn biệt thự là...
-

Trung tâm thương mại và phố chợ Đô Nghĩa
Nằm trong tổng thể khu đô thị mới Dương Nội, tiếp giáp giữa giao lộ Đường Vành đai 4 và đường Lê Văn Lương kéo dài. Trung tâm thương mại Phố chợ Đô...
